
The Scaling Cost: From Rooftop Units to Produce Misters
March 11, 2026
In the commercial retail food industry, maintaining the cold chain is a nonstop operational requirement. Evaporative cooling is used by food retailers as rooftop condenser cooling as well as produce misting on display cases to keep their store and display cases at precise temperatures. While spraying water onto condensers is a proven way to enhance heat rejection and improve system efficiency, especially during peak cooling demand, it also carries the risk of mineral scaling and buildup. Scaling can occur on condenser coils, reducing performance. This article examines the science behind scale formation, the two applications for descalants, and how antiscalant solutions like Prodew’s NeutraScale protect equipment without sacrificing efficiency.
What Causes Mineral Scaling in Condensers?
Mineral scaling is a chemical byproduct of the evaporation process. Most municipal water supplies in the United States contain dissolved minerals, the most common being calcium, magnesium, and silica. Mineral scaling occurs when minerals that were dissolved in the water accumulate on condenser surfaces after evaporation, much like a limescale deposit in a home kettle. Over time, mineral deposits build up and harden on condenser surfaces, forming a scaling or a crusty layer that blocks heat from escaping the refrigerant coils and reduces the system's ability to cool effectively.
The Mechanics of the Build-Up
Several factors drive the rate and severity of scaling, including water hardness, evaporation rate, and surface temperature.
As water droplets evaporate, the remaining liquid becomes oversaturated with minerals. These minerals precipitate out of the solution and bond to the nearest solid surface. High-temperature condenser coils serve as ideal surfaces, accelerating the crystallization of calcium carbonate and other mineral residues.
Environmental factors such as humidity, airborne dust, and the water source influence deposit composition. Moreover, the hardness of the local water supply dictates the composition of the scale. In many regions, high silica or magnesium levels create a glass-like scale that is very difficult to remove manually.
It’s important to distinguish scale from corrosion. Scale is an accumulation of material, while corrosion is the degradation of the metal itself. However, the two can interact and worsen coil failure.
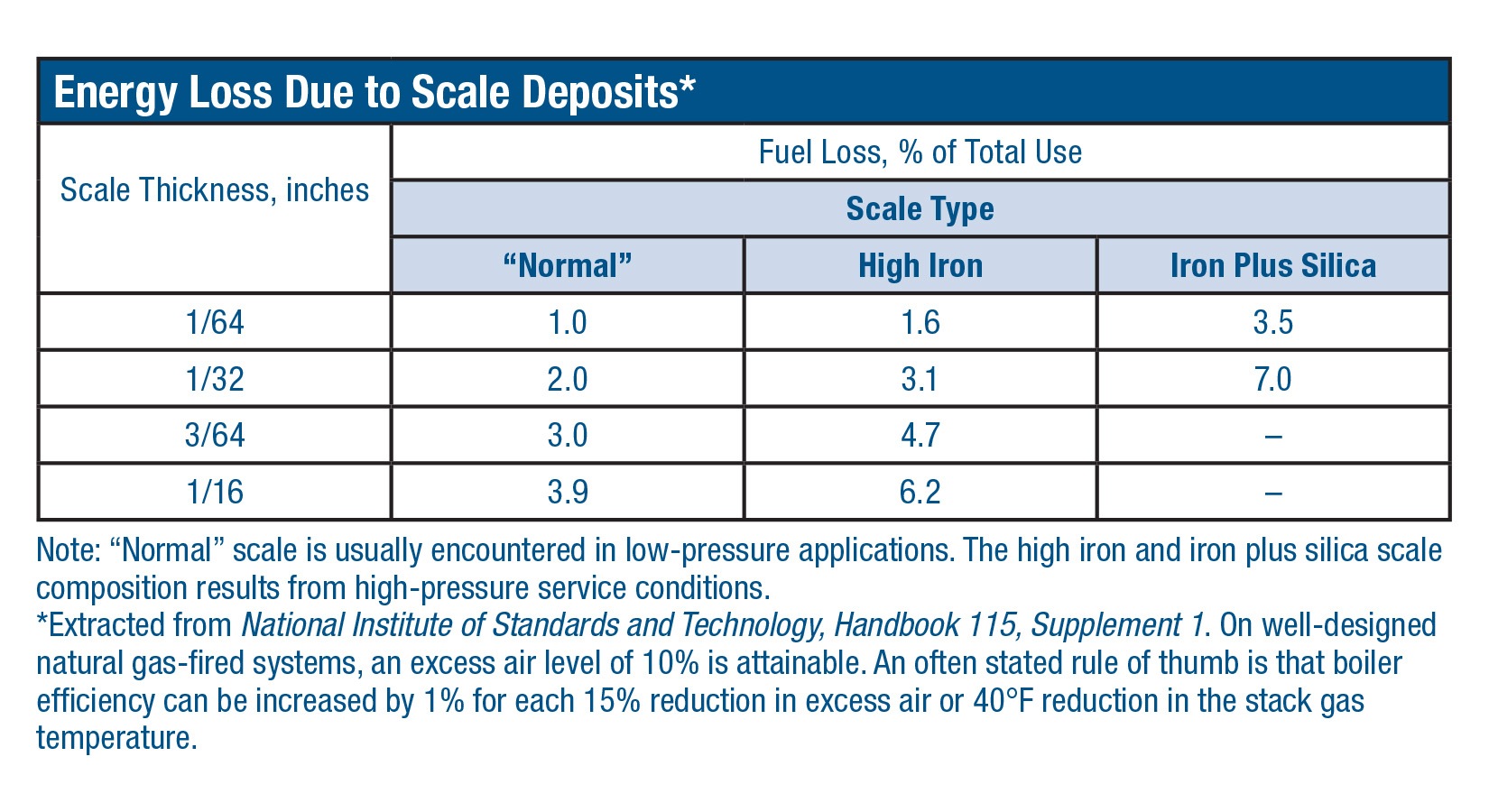
Energy Penalties of Even Thin Scale Layers
Even small amounts of mineral scale can significantly reduce condenser performance. A thin insulating layer forces compressors to work harder and longer, increasing energy use and accelerating wear on the system, ultimately undermining the efficiency gains that evaporative cooling is designed to provide.
The Operational Cost of Scaling
Utilities and facility managers often underestimate how quickly scale buildup affects operational costs. As little as a 1/16-inch layer of scale can reduce heat transfer efficiency by up to 15%–20%. A higher head pressure increases compressor workload and electricity consumption. In the context of refrigeration, head pressure is the pressure at the discharge side of the compressor. It represents how hard the compressor has to "push" to turn hot refrigerant gas into a liquid. In addition, scaling can shorten equipment lifespan and raise the frequency of service calls. Because compressors run at consistently high pressures, they experience premature mechanical wear.
The Problem: Misting Accelerates Mineral Deposits
Since the produce misters release ultra-fine droplets, the droplets evaporate quickly, concentrating minerals and leaving deposits. There are a few reasons why display cases are vulnerable to scaling:
- Frequent misting compounds the problem: Most produce misters run on automated cycles throughout the day, meaning mineral-rich water is repeatedly introduced into the air and onto surfaces. Over time, this process speeds the accumulation of calcium and magnesium residues.
- The Low-Temperature Evaporation Effect: Because refrigeration naturally dehumidifies the air, ultra-fine mist droplets evaporate almost instantly in the "thirsty," low-humidity environment, forcing dissolved minerals to precipitate out and solidify as scale on nozzles, glass, and produce.
- Nozzle-Tip "Wick" Evaporation: Between active cycles, residual water trapped at the nozzle orifice evaporates due to constant internal fan airflow, leaving behind microscopic mineral rings that eventually clog the sprayer and distort the mist pattern.
- Temperature Differential Precipitation: The contrast between the relatively warmer misting water and the cold metal shelving or glass surfaces causes minerals to precipitate more quickly, "bonding" the scale to the display equipment.
The Solution: Antiscalant and the Science Behind It
Because mineral scale is both inevitable and detrimental, the most effective long-term strategy is water treatment. Antiscalants, such as Prodew’s NeutraScale, prevent minerals from crystallizing and adhering to the metal surfaces, such as on display cases and condenser units.
Antiscalants work by using threshold inhibition, sequestration, and crystal modification, preventing mineral ions from forming scale crystals.
- Threshold Inhibition: The antiscalant keeps minerals in a supersaturated state, allowing them to remain in the water even as it evaporates, rather than precipitating onto the metal.
- Sequestration: Chemical agents bind to mineral ions (like calcium), masking them so they cannot react with other elements or adhere to the condenser fins.
- Crystal Modification: If minerals do begin to solidify, the antiscalant deforms the crystal structure at a molecular level. Instead of a hard, interlocking rock-like formation, the minerals form a soft, non-adherent sludge that is easily rinsed away during routine cleaning.
NeutraScale reduces nozzle clogging, prevents mineral buildup, and helps maintain proper flow and heat-transfer performance over time. Combined with proper water treatment, such as reverse osmosis, antiscalants, such as NutraScale, allow misting systems to deliver cooling benefits without the long-term drawbacks of scale. Such strategies extend equipment life, reducing major repairs or coil replacement.
Maintenance Best Practices
Antiscalant treatment is most effective when combined with diligent equipment maintenance and water-quality control. To prevent scale buildup, water hardness, pH, and mineral content should be tested regularly, and antiscalant dosing adjusted to match the water chemistry. Where possible, reverse osmosis (RO) or water softening systems can further reduce baseline mineral content before it enters the system.
Condenser coils, nozzles, and spray systems should be inspected routinely for early signs of deposit formation, and a regular cleaning schedule maintained to remove accumulated solids before scale has a chance to harden. Chemical descaling agents can be effective in this process. Finally, key performance indicators such as temperature differentials, condenser pressure, and overall cooling capacity should be monitored consistently to detect any decline in system efficiency before it becomes a larger problem.
To maximize protection against scale, Prodew’s NeutraScale system offers a practical way to manage mineral content in water, helping retailers maintain consistent misting performance and protect their equipment. Contact Prodew to learn more.
If you found this article helpful please share it with your social media channels.
About
Prodew is the leading manufacturer of perishable control equipment for supermarkets and food storage facilities.
We offer misting systems for fruit, vegetable and seafood displays, as well as display case humidity systems for produce, meat, seafood, mushroom, delicatessen and flower displays.
Prodew has over 30 years of experience in the design, manufacturing and sales of misting and humidity equipment for the retail and post-harvest industries. We are dedicated to manufacturing the highest quality products at the most competitive prices.
We control more than 80% of the market share in the USA and is the world-leader in the produce misting industry. Look below to discover how we can help your company extend the shelf life of your perishables and maintain the freshness of your products.
Products
Misting
Humidification
Night Covers
Ice Melting
Water Solutions
Industries
Retail
Storage
Transportation
Agriculture
Other Industries
Service
Blog
Contact
Hours:
M-F 8:00 – 5:00 (except holidays)
Headquarters - USA
1359 Gresham Road, Marietta, Georgia 30062
Phone:
770-420-3060
Email:
sales@prodew.com
find us on:

